The global chemical manufacturing sector is facing unprecedented pressure. On one hand, global demand for specialty chemicals, polymers, and pharmaceuticals continues to skyrocket. On the other hand, environmental regulations surrounding industrial wastewater disposal have become incredibly strict.
For chemical plants, treating highly toxic, saline, and complex organic effluents is no longer just a regulatory checkbox—it is a core operational challenge.
This is where Zero Liquid Discharge (ZLD) technology becomes a necessity. As an industry-leading pioneer in industrial evaporation and thermal processing based in Ahmedabad, AKSH Engineering Systems Pvt. Ltd. explores how modern ZLD systems are helping chemical industries achieve complete environmental compliance while recovering valuable resources.
What is a Zero Liquid Discharge (ZLD) System?
A Zero Liquid Discharge (ZLD) system is an advanced wastewater treatment process designed to completely eliminate any liquid waste from leaving a manufacturing facility.
Instead of discharging treated or semi-treated industrial effluent into local water bodies, common sewers, or evaporation ponds, a ZLD plant processes the wastewater to:
- Recover and recycle up to 95–99% of high-purity water back into the plant’s production cycle.
- Separate and solidify all dissolved solids, salts, and chemical residues into dry, manageable crystals or cakes for safe disposal or commercial byproduct reuse.
Why Chemical Industries Mandatorily Need ZLD Systems
Chemical manufacturing produces some of the most challenging wastewater in the industrial sector. The effluent typically features high Chemical Oxygen Demand (COD), high Biological Oxygen Demand (BOD), heavy metals, volatile organic compounds (VOCs), and extreme Total Dissolved Solids (TDS).
Implementing a robust thermal ZLD system addresses four critical pain points:
1. Meeting Stringent Environmental Regulations
Pollution control boards across the globe have instituted “Zero Discharge” mandates for high-pollution categories like chemical manufacturing. Non-compliance can result in massive legal penalties, operational shutdowns, and severe brand damage. A ZLD system completely eliminates the legal risks associated with liquid waste disposal.
2. Overcoming Industrial Water Scarcity
Chemical plants consume immense amounts of fresh water for cooling towers, boiler feeds, and chemical processing. In water-scarce regions, securing fresh water is increasingly difficult and expensive. By recycling nearly all process water, a ZLD system secures a self-sustaining water supply for the factory.
3. Resource Recovery and Valued Byproducts
Chemical effluent isn’t just waste; it’s often full of unreacted raw materials or process salts (like Sodium Sulfate, Sodium Chloride, or Calcium Chloride). High-efficiency thermal ZLD systems can crystallize these salts individually, allowing plants to resell them or reuse them in internal chemical formulations.
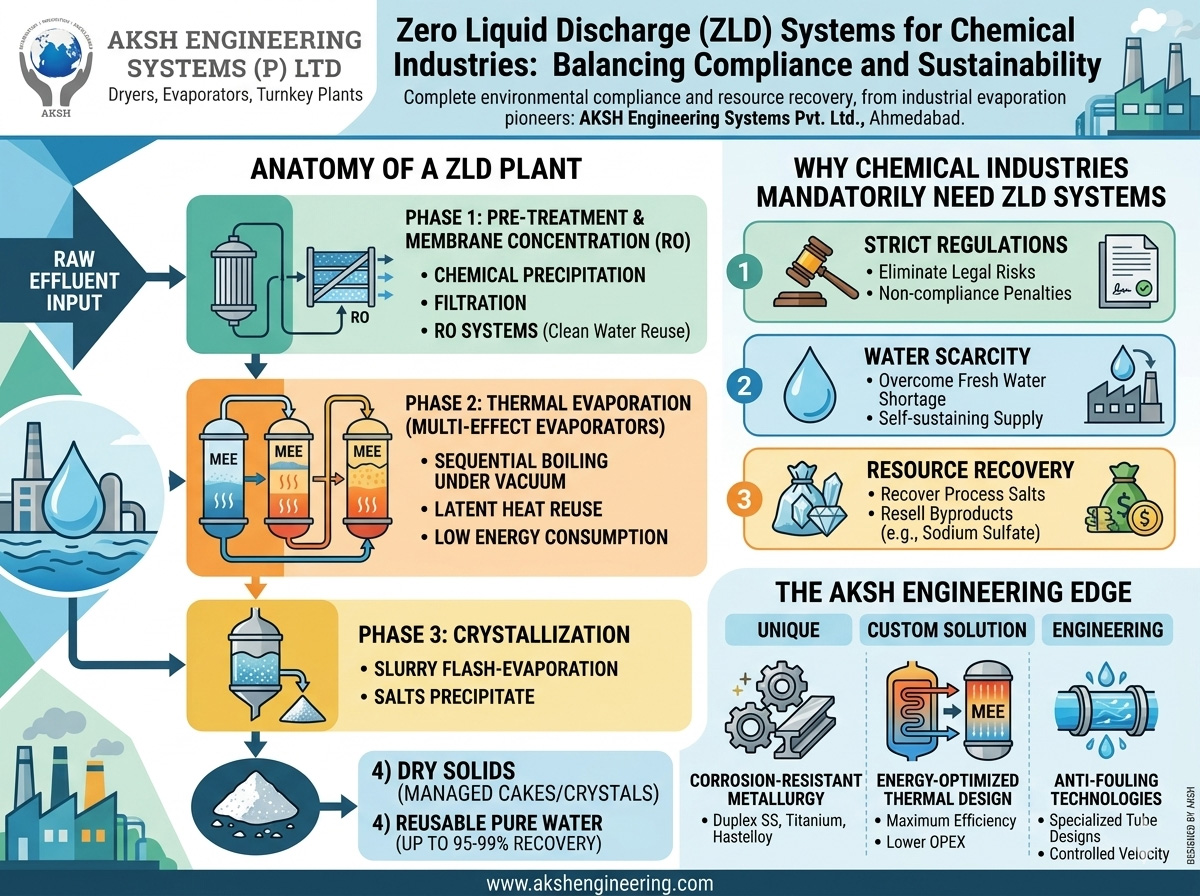
The Anatomy of a High-Efficiency ZLD Plant
A successful ZLD setup for a chemical industry relies heavily on a multi-stage process that seamlessly combines membrane separation with industrial thermal engineering.
[Raw Effluent Input] ➔ [Pre-treatment / Filtration] ➔ [Reverse Osmosis (RO)]
│
┌─────────────────────────────────────────────┘
▼
[Multi-Effect Evaporator (MEE)] ➔ [Industrial Crystallizer] ➔ [Dry Solids + Reusable Pure Water]
Phase 1: Pre-treatment and Membrane Concentration (RO)
The raw chemical wastewater undergoes chemical precipitation, filtration, and softeners to remove suspended solids and organic materials. It then passes through high-pressure Reverse Osmosis (RO) systems. RO concentrates the dissolved salts, pushing the clean water out for immediate reuse.
Phase 2: Thermal Evaporation (Multi-Effect Evaporators)
Once membranes reach their osmotic pressure limits, thermal engineering takes over. The highly concentrated brine is fed into a Multi-Effect Evaporator (MEE) or an Agitated Thin Film Evaporator (ATFE).
- By utilizing sequential boiling chambers under vacuum, these systems reuse latent heat across multiple stages. This dramatically lowers the overall steam and energy consumption required to boil off the remaining water.
Phase 3: Crystallization
The highly concentrated slurry from the evaporators is pushed into an industrial crystallizer. Here, the final amounts of water are flash-evaporated, forcing the dissolved salts to precipitate out as dry, solid crystals.
The AKSH Engineering Edge: Custom ZLD Solutions
At AKSH Engineering Systems Pvt. Ltd., we understand that no two chemical effluents are identical. A system designed for a textile chemical plant will fail if directly applied to a petrochemical or pharmaceutical setup.
From our advanced manufacturing base in Ahmedabad, we engineer custom, turnkey ZLD solutions engineered to withstand the harsh realities of chemical manufacturing:
- Corrosion-Resistant Metallurgy: We utilize high-grade alloys (such as Duplex Stainless Steel, Titanium, and Hastelloy) to handle high-chloride, aggressive chemical brines without degradation.
- Energy-Optimized Thermal Design: Our Multi-Effect Evaporators (MEE) and vapor-recompression systems are engineered to achieve maximum thermal efficiency, significantly lowering your daily operating costs (OPEX).
- Anti-Fouling Technologies: Specialized tube designs and controlled velocity flows minimize scaling and chemical crusting, ensuring high uptime and minimal maintenance.
Build a Sustainable Future for Your Chemical Enterprise
Don’t let wastewater management restrict your industrial growth. Partner with the thermal processing experts at AKSH Engineering Systems Pvt. Ltd. to deploy high-performance, compliant, and cost-effective Zero Liquid Discharge plants.
Visit us at www.akshengineering.com to learn more about our industrial evaporators and turnkey ZLD plants, or contact our engineering specialists in Ahmedabad today to analyze your chemical effluent profile.