Scaling a product from a few grams in a laboratory to several tons on a commercial production line is the most precarious phase of industrial manufacturing. In the chemical, food, and pharmaceutical sectors, the “Scale-Up Gap” is where most product innovations fail—not due to poor chemistry, but due to thermal and mechanical inconsistencies.
At AKSH Engineering Systems Pvt. Ltd., we view pilot-scale testing not as a luxury, but as a mandatory engineering bridge. This technical guide explores the strategic use of Pilot Spray Dryers to ensure that your commercial line delivers the exact same particle morphology, moisture content, and bulk density as your lab sample.
1. The Philosophy of “Scale-Up”
Scale-up is not simply about building a bigger box. As the drying chamber grows, the ratio of surface area to volume changes, airflow patterns shift from laminar to turbulent, and heat loss profiles evolve.
The AKSH Principle: A successful scale-up maintains similarity.
- Geometric Similarity: Ensuring the pilot dryer is a proportional model of the industrial unit.
- Kinematic Similarity: Maintaining consistent air velocities and residence times.
- Thermal Similarity: Matching the temperature gradients across the drying path.
2. Why a Benchtop Lab Dryer Isn’t Enough
Many R&D departments rely on small glass benchtop dryers. While useful for proof-of-concept, they have limitations that can lead to “Industrial Shock”:
- Wall Effects: In small glass dryers, a high percentage of the product hits the walls. In a large AKSH industrial dryer, the product stays in the air.
- Atomization Physics: Small dryers use twin-fluid nozzles which behave differently than the high-capacity Rotary Atomizers used in production.
- Aspiration: Lab units often use simple vacuum aspiration, whereas industrial lines use complex balanced-draft systems with cyclones and bag filters.
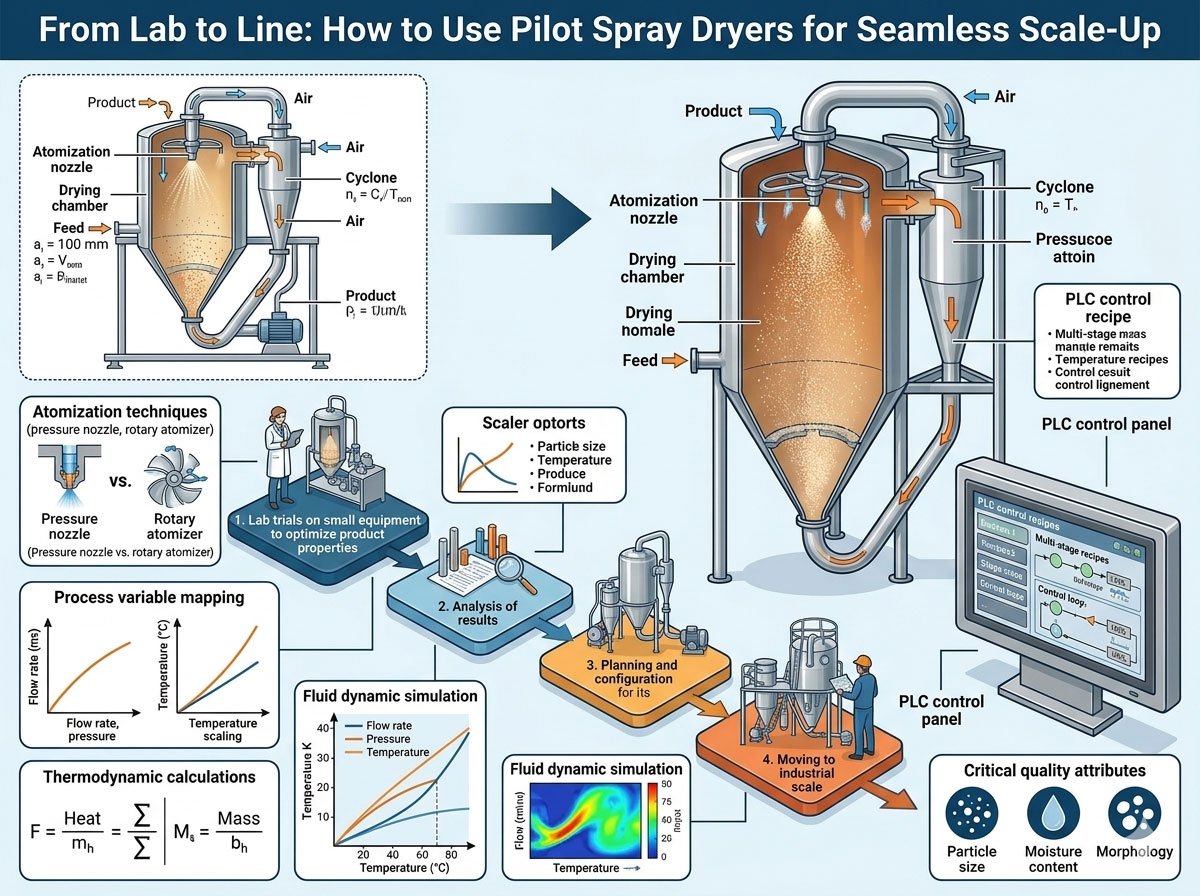
3. The Role of the Pilot Spray Dryer (5–10 kg/hr)
A pilot dryer, like those engineered by AKSH, serves as the “Digital Twin” of your future production line. It allows you to define the Critical Process Parameters (CPPs):
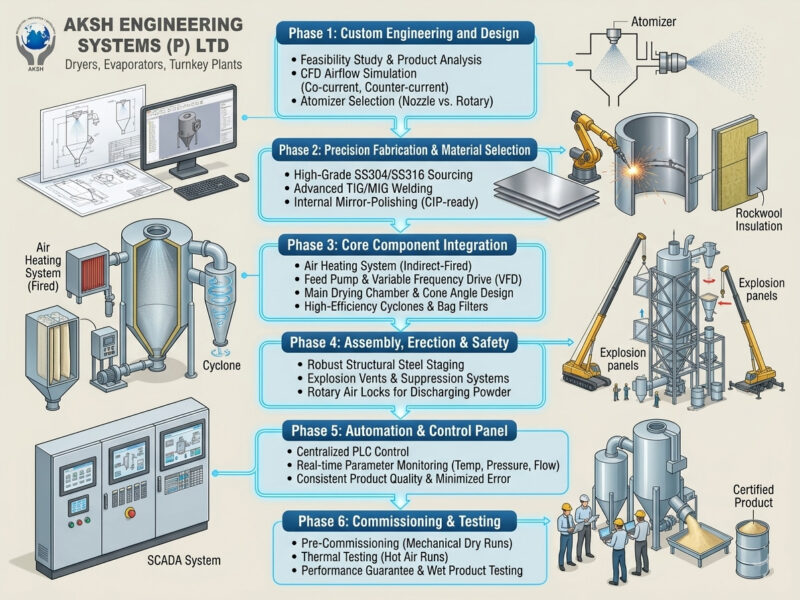
A. Optimization of Atomization
The pilot stage is where you decide between a Nozzle and a Rotary Disk.
- Nozzles produce coarser particles and require high-pressure pumps.
- Rotary Atomizers (an AKSH specialty) offer more flexibility with viscous slurries and produce a narrower particle size distribution.
B. Defining the Thermal Envelope
By running trials on a pilot unit, you can accurately map the relationship between:
- Inlet Temperature ($T_{in}$): The maximum heat the product can handle without degrading.
- Outlet Temperature ($T_{out}$): The temperature that dictates the final residual moisture.
4. Transitioning to the Commercial Line: The 5-Step Roadmap
Step 1: Rheology Mapping
Before the first pilot run, analyze your feed. Is it shear-thinning? Does the viscosity increase as it sits? AKSH engineers use this data to select the feed pump (peristaltic vs. mono) for the commercial line.
Step 2: Residence Time Correlation
Calculate the time a particle spends in the air. If your pilot dryer has a 15-second residence time and your industrial goal is 25 seconds, the $T_{out}$ must be adjusted to prevent over-drying or “scorching” of the powder.
Step 3: Cyclone Efficiency Testing
Fines recovery is a major profit driver. Pilot testing allows us to measure the particle size and density, which enables the custom design of high-efficiency cyclones for the industrial plant to ensure 99%+ recovery.
Step 4: Safety & Explosion Venting
If you are drying solvent-based chemicals or combustible powders (like starch), the pilot run identifies the Kst (explosion constant) and Pmax. This data is used to size the explosion vents and suppression systems on the full-scale line for compliance.
Step 5: Clean-In-Place (CIP) Validation
Use the pilot phase to determine how “sticky” the product is. If the pilot chamber requires manual scrubbing, the industrial line will need an automated multi-nozzle CIP system to reduce downtime.
5. Technical Comparison: Pilot vs. Industrial
| Parameter | AKSH Pilot Unit | AKSH Industrial Line |
| Evaporation Rate | 1–15 kg/hr | 100–5,000+ kg/hr |
| Atomizer Type | Interchangeable (Nozzle/Disk) | Fixed High-Capacity |
| Material of Const. | SS 316L (Standard) | Custom Alloys (Hastelloy/SS) |
| Control System | Touchscreen PLC | Scada / Distributed Control (DCS) |
| Heat Source | Electric / Indirect Steam | Gas / Oil / Waste Heat |
6. Common Scale-Up Pitfalls (And How to Avoid Them)
- Ignoring Feed Homogeneity: A slurry that is stable in a 5-liter beaker might settle in a 5,000-liter tank. AKSH recommends integrated agitation in feed tanks for the commercial line.
- Underestimating Heat Loss: Larger dryers have lower surface-area-to-volume ratios, meaning they are actually more thermally efficient than pilot units. If you don’t account for this, your industrial Tout might be higher than expected.
- Bulk Density Shift: Particles often “pack” differently when produced at scale. Running “tap density” tests on pilot samples is vital for sizing your final packaging and silos.
7. Conclusion: Partnering with AKSH Engineering
“From Lab to Line” is a journey of data. At AKSH Engineering Systems Pvt. Ltd., we provide the pilot-scale hardware and the process expertise to ensure that your transition is seamless, profitable, and safe. Our pilot facilities are available for client trials, allowing you to “try before you buy” the industrial solution.